
不要到处找了,FANUC系统常用快捷键在这

1) P Q 清除错误内存
2) DELET RESET 清空系统内存
3) CAN EOB 清回零点错误
任意功能键 CAN 关闭显示器
操作一览表(KND100M系统 数控铣床)
存储器全清:参数开关ON 按RST+DEL+STR
参数置初值:参数开关ON 按RST开机
程序清除:参数开关ON 按DEL+RST开机
程序全输出:编辑方式 O→-9999→START
程序输出:编辑方式 O→程序号→START
程序全删除:编辑方式 O→-9999→DELET
程序删除:编辑方式 O→程序号→DELET
检索:编辑/自动 字等↓
程序全输入:程序开关开 O→-9999→INPUT
程序输入:程序开关开 O→程序号→INPUT
不检查超程:按EOB+CAN开机
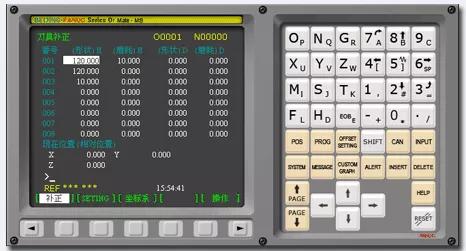
FANUC系统键盘定义
1 ALTER 修改程序及代码 (输入一段地址,如X20.0然后按此键,光标所在位置的地址将被X20.0替代。)
银联POS机2 INSRT 插入程序 (把光标移到要插如地址的前面。如程序“G01X30.0Y50.0F0.08;”要在“X30.0”前面插入“G99”先把光标移动到“G01”处,然后再输入“G99”,再按此键。)
3 DELET 删除程序 (要删除一个地址。如“N1G01X30.0Y50.0F0.08;”中的“Y50.0”。把光标移动到“Y50.0”处。按此键。要删除一段程序,如“N1G01X30.0Y50.0F0.08;”。输入N1,按此键。)
4 EOB 完成一句 (END OF BLOCK) (此键就是“;”的意思。表示这一段程序结束。每一段程序结束要要此键。)拉卡拉代理
5 CAN 取消(EDIT 或 MDI MODE 情况下使用)
6 INPUT 输入程序及代码 在输入新的程序时用得较多。
7 OUTPUT START 输出程序及指令pos机手续费
8 OFFSET 储存刀具长度、半径补当值
9 AUX GRAPH 显示图形
10 PRGRM 显示程序内容
11 ALARM 显示发生警报内容或代码
12 POS 显示坐标 (按此键之后,CRT会显示当前机床各轴的位置。有绝对和相对位置,可进行切换显示。十分方便。)
13 DGONS PARAM 显示自我诊断及参数功能
14 RESET 返回 停止 (此键为在修改了一段程序之后,要进行加工。必须要对程序进行复位。在PROG模式下,加微信:Yuki7557 送宏程序教程一份,按此键,程序光标将返回程序TOP先头显示。否则。按启动按钮进行加工时,机床会发生报警。)
15 CURSOR 光标上下移动 (就像我们计算机键盘的上下左右键一样。相信大家都会使用。)
16 PAGE 上下翻页 (对超过1页的画面内容,使用该键有效。)
17 O 程序号码由 O0001~O9999 ( FANUC 21i-T 有特别的说明。O9000-O9999之间的程序不能被指定。因为这是系统内部的程序。)
18 N 顺序号码由N0001~N9999 (可有可无。为了方便,可分段来设定。如N1为粗加工。N2为精加工。ect。)
19 G 准备功能代码
20 X 坐标轴运动方向指令
21 Y 坐标轴运动方向指令
22 Z 坐标轴运动方向指令
23 H 长度补偿功能代码
24 F 进给(FEED)指令 (FANUC 21i-T有特别说明。当使用G98时。指的是mm/min每分钟进给。当使用G99时,指的是mm/r每转进给。)
25 R 圆弧半径指令
26 M 辅助功能指令
27 S 主轴指速指令
28 T 刀具号码 (我知道的一般都是T后面加两为阿拉伯数字。)
29 D 半径补偿功能代码 (我知道的一般都是D后面加两为阿拉伯数字。)
30 I . J .K 圆弧起点至圆弧中心距离(分别在X,Y,Z轴上)
31 P 子程序调用代码
32 PROGRAM PROTECT 程序记忆保护开关
33 MEMORY 自动执行程序
34 EDIT 编辑
35 MDI 手动编辑 (MANUAL DATA INPUT )
36 SINGL BLOCK 单句执行 (FANUC 21i-T 有 SBK开关 )
37 BLOCK DELET 指定不执行单句程序 (与 / 键共享)
38 OPT STOP 选择性停止 (与M01码共享) (FANUC 21i-T 有 M01开关 )
39 DRY RUN 空运行 (FANUC 21i-T 有 DRN开关)
40 PRG TEST 不执行M.S.T.码指令
41 CYCLE START 循环动(执行程序)
42 CYCLE STOP 循环停止(暂停程序)
43 PRG STOP 程序停止(与M00共享)
44 HOME 返回X.Y.Z.各轴机械原?
45 JOG 手动进给(行位或切削)
46 MPG 手轮驱动器
50 HIGH 手动快速进给
51 SPDL DEC 主轴(RPM)速
52 SPDL 100% 执行程序中S指令速
53 SPDL CW 主轴顺时钟转动
54 SPDL STOP 主轴停止
55 SPDL CCW 主轴逆时钟转动
56 SPDL INC 主轴(RPM)增速
57 Z ,Y ,X 机床X.Y.Z.轴往正方向移动
58 Z-,Y-,X- 机床X.Y.Z.轴往负方向移动
59 4-,4 机床第四轴
60 TRVRS 执行机床各轴移动指令
61 CLNT ON 供应切削液 (COOLANT ON)
62 CLNT OFF 停止供应切削液 (COOLANT OFF)
63 CLNT AUTO 自动执行供应切削液 (COOLANT AUTO)
64 OVERRIDE 切削速度随控 0–150%
65 EMERGENCY STOP 紧急停止
66 THERMAL ALARM 主轴负荷过热报警
67 LUB ALARM 润滑油不足报警
68 X_MIRROR IMAGE X轴镜像加工功能
69 Y_MIRROR IMAGE Y轴镜像加工功能
70 RAPID OVERRIDE 快速行程控
71 DNC 直接数控:
由于外部接口设备输入程序至数控机床,而又因子控机床本身记忆容量有限,需要执行边读边做(即同时执行收取程序和执行程序指令动作),称为DNC操作。当完成DNC操作后,数控机床记忆是不存在的,由DNC输入之程序。
72 BACKGROUD EDIT 背景编程:
( BG-EDIT ) 当数控机床执行自动(AUTO)加工时,可同时输入或编写另一程序,而不需耍停止操作。
73 MANU ABS 手动绝对值
74 PROG RSTAT 程序再起动
75 Z NEGLT 取消执行Z轴指令
76 AXIS LOCK 取消执行三轴指令
77 B 第五轴
POS机 无线POS机 pos机套现
拉卡拉POS机免费申请,免费办理,卡拉合伙人,添加QQ/微信:191506129 备注:POS机!
如若转载,请注明出处:https://www.hhhrkala.com/37794.html
相关推荐
-
大POS机:京东“春晓计划”:0元试运营、2100元“新店大礼包”等举措为商家减负增收
京东“春晓计划”:0元试运营、2100元“新店大礼包”等举措拉卡拉支付为商家减负增收 为促进经济社会恢复与加快发展,稳就业、促创业,即日起,京东面向各类商家发布“春晓计划”,包括为…
-
POS机代理:警惕!支付行业“涨价潮”带来的“切机潮”
警惕!支付行业“涨价潮”带来的“切机潮” 近几个月以来,在各种小道消息传闻中,多家支付机构均会因此前的违规问题收到监管“追偿”。有分析认为,这将直接导致支付行业新一轮“涨价潮”的到…
-
拉卡拉POS机:2月央行对第三方支付开5张罚单 拉卡拉在列
2月央行对第三方支付开5张罚单 拉卡拉在列 春节前后,央行对第三方支付的监管处罚仍不手软,2月至今已开出5张罚单,其中包括拉卡拉POS机传统出票版拉卡拉支付有限公司浙江分公司、中汇…
-
拉卡拉收款码:这些信用卡,张张值得入手,看看你有嘛
这些信用卡,张张值得入手,看看你有嘛 信用卡不是越多越好,也不是额度越大越好,适合自己的才是最好的。 会用信用卡的人,不仅能申请到大额信用卡,还能发挥信用卡的最大价值,让信用卡在自…
-
pos机套现:这个中国人设计的手机支架,在世界最大众筹网站疯狂收割500万
这个中国人设计的手机支架,在世界最大众筹网站疯狂收割500万 大家有没有注意到,现在越来越多东西,都喜欢带着“众筹”俩字一起玩。 而凡是带着“众筹”标签出来卖的,销量和口碑一般都不…
-
拉卡拉申请:拉卡拉年报出炉,净利润超8亿连续五年保持高速增长
拉卡拉年报出炉,净利润超8亿连续五年保持高速增长 4月9日晚,拉卡拉支付股份有限公司(以下简称“拉卡拉”)发布了上市以来首份年报,成绩亮眼。年报显示,2019年拉卡拉实现营业收入4…
-
领取POS机:兴业投资市场评论:数据是王道 欧元劲涨商品走高
兴业投资市场评论:数据是王道 欧元劲涨商品走高 基本面 数据对市场的推动越发明显。周三中国强劲的制造业数据推动亚洲股市全面走高,POS机领取大宗商品也受到提振,黄金和原油双双走高,…
-
POS机安全:信用卡逾期后,每月还几元钱,是不是就不算恶意逾期了?
信用卡逾期后,每月还几元钱,是不是就不算恶意逾期了? 代理拉卡拉昨天在抖音上刷到一个催收的视频,福建泉州有个人信用卡逾期了,每个月仅还几元钱,面对催收电话的时候,表示说他非恶意逾期…
-
拉卡拉代理加盟:自带刷卡机上门 骗子上门推销又耍新招
自带刷卡机上门 骗子上门推销又耍新招 2015年04月13日 来源: 春城晚报 字号: SML 自带刷卡机上门,表示只要帮公司增加业绩,现在刷走的钱,下午就会赔回来,事成之后将赠送…
-
安装POS机:POS机 “闹乌龙” 怀化市民刷卡消费要留心
POS机 “闹乌龙” 怀化市民刷卡消费要留心 POS机 “闹乌龙” 刷卡消费要留心 怀化新闻网讯 使用信用卡消费, 收到银行短信提醒后, 然后在POS机打印出的消费联上签字, 这样…
{kind=link}